A rozsdamentes acél az életben mindenhol megtalálható, és mindenféle modell létezik, amelyeket nehéz megkülönböztetni. Ma megosztunk veletek egy cikket, amely tisztázza a tudáspontokat.

A rozsdamentes acél a saválló rozsdamentes acél rövidítése, amelyet levegőnek, gőznek, víznek és más gyengén korrozív közegeknek, vagy rozsdamentes acélnak neveznek; és ellenáll a kémiai korrozív közegeknek (savak, lúgok, sók és egyéb kémiai impregnálás), az acél korrózióját saválló acélnak nevezik.
A rozsdamentes acél a levegő, gőz, víz és más gyengén korrozív közegek, valamint savak, lúgok, sók és egyéb kémiai korrozív közegek általi korrózióra utal, más néven saválló rozsdamentes acélra. A gyakorlatban a gyengén korrozív közegeknek ellenálló acélt gyakran rozsdamentes acélnak, a kémiai közegeknek ellenálló acélt pedig saválló acélnak nevezik. A kettő kémiai összetételének különbségei miatt az előbbi nem feltétlenül ellenáll a kémiai közegeknek, míg az utóbbiak általában rozsdamentes acélok. A rozsdamentes acél korrózióállósága az acélban található ötvözőelemektől függ.
Közös osztályozás
A kohászati szervezet szerint
A kohászati szervezettség szerint a közönséges rozsdamentes acélokat általában három kategóriába sorolják: ausztenites rozsdamentes acélok, ferrites rozsdamentes acélok és martenzites rozsdamentes acélok. E három kategória alapvető kohászati szervezettsége alapján a duplex acélokat, a kiválásos keményedésű rozsdamentes acélokat és az 50%-nál kevesebb vasat tartalmazó, magas ötvözetű acélokat speciális igényekre és célokra állítják elő.
1. Ausztenites rozsdamentes acél
Az ausztenites szerveződés (CY fázis) mátrix-lapcentrált köbös kristályszerkezetében a nem mágneses anyagok dominálnak, főként a rozsdamentes acél hidegalakításának köszönhetően, amely erősíti (és bizonyos fokú mágnesességet eredményezhet). Az Amerikai Vas- és Acélipari Intézet 200-as és 300-as sorozatú numerikus címkéket használ, például 304-et.
2. Ferrites rozsdamentes acél
A ferrit szerveződés (fázis) mátrix-testközpontú köbös kristályszerkezete domináns, mágneses, általában nem edzhető hőkezeléssel, de hidegalakítással enyhén erősíthető rozsdamentes acél. Az Amerikai Vas- és Acélipari Intézet 430-ra és 446-ra jelöli.
3. Martenzites rozsdamentes acél
A mátrix martenzites szerveződésű (testközpontú köbös vagy köbös), mágneses, hőkezeléssel módosítható a rozsdamentes acél mechanikai tulajdonságai. Az American Iron and Steel Institute 410, 420 és 440 számjegyeket jelölt. A martenzit magas hőmérsékleten ausztenites szerveződésű, amely megfelelő sebességgel szobahőmérsékletre hűtve martenzitté alakulhat (azaz megkeményedhet).
4. Ausztenites, ferrit (duplex) típusú rozsdamentes acél
A mátrix ausztenites és ferrites kétfázisú szerveződéssel rendelkezik, amelyből az alsó fázisú mátrix tartalma általában nagyobb, mint 15%, mágneses, a rozsdamentes acél hidegalakításával erősíthető, a 329 egy tipikus duplex rozsdamentes acél. Az ausztenites rozsdamentes acélhoz képest a duplex acél nagy szilárdságú, ellenálló a szemcseközi korrózióval, a kloridos feszültségkorrózióval és a gödrös korrózióval szemben.
5. Kicsapódással keményedő rozsdamentes acél
A mátrix ausztenites vagy martenzites szerveződésű, és kicsapódásos edzéssel edzhető, így edzett rozsdamentes acéllá alakítható. Az American Iron and Steel Institute 600-as sorozatú digitális címkéket használ, például 630-at, azaz 17-4PH-t.
Általánosságban elmondható, hogy az ötvözetek mellett az ausztenites rozsdamentes acél korrózióállósága is jobb, kevésbé korrozív környezetben ferrites rozsdamentes acél használható, enyhén korrozív környezetben, ha az anyagnak nagy szilárdságúnak vagy nagy keménységűnek kell lennie, martenzites rozsdamentes acél és kiválásos keményedésű rozsdamentes acél használható.
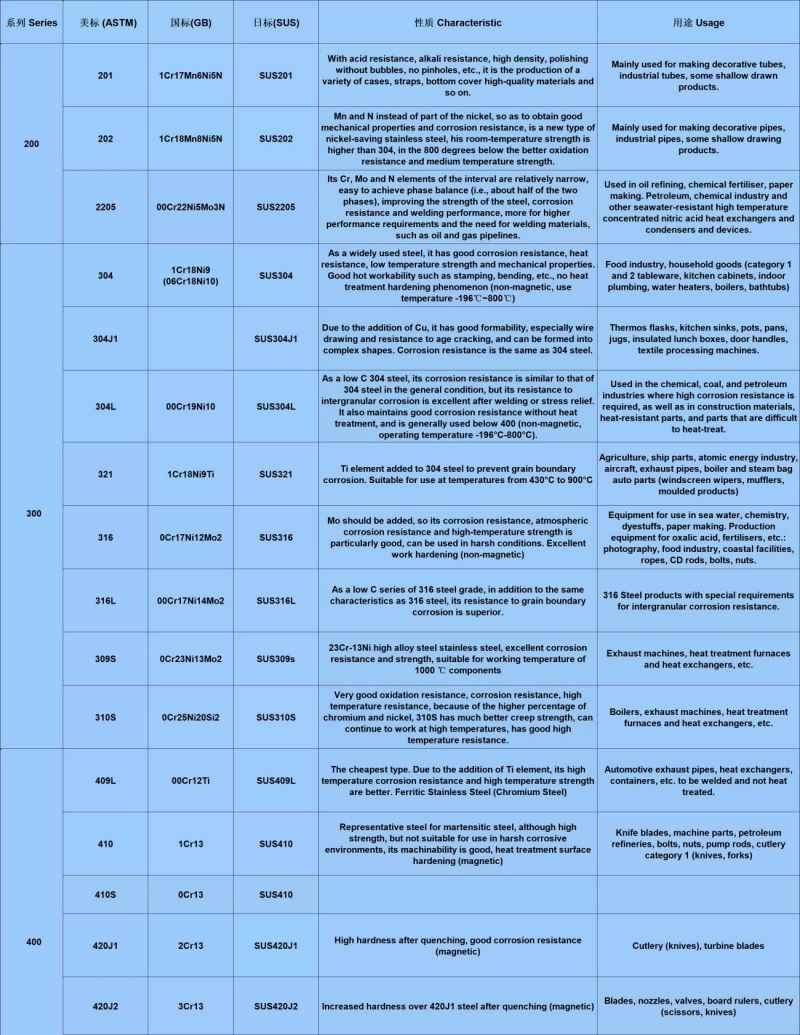
Jellemzők és felhasználások
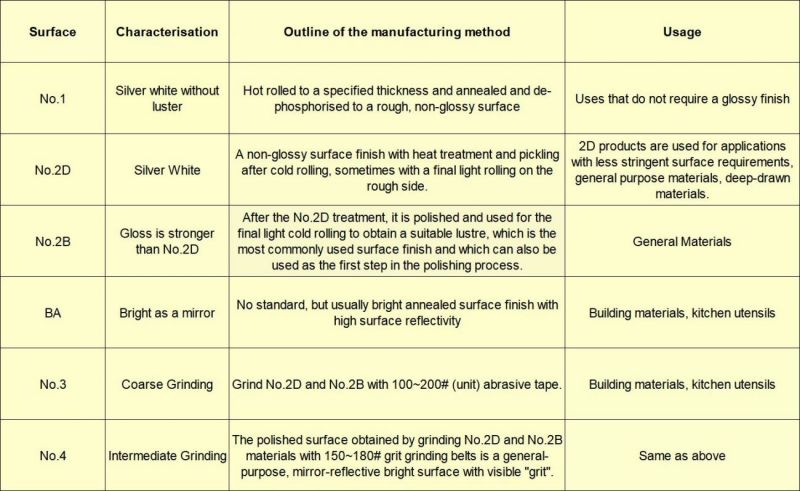
Felületi eljárás
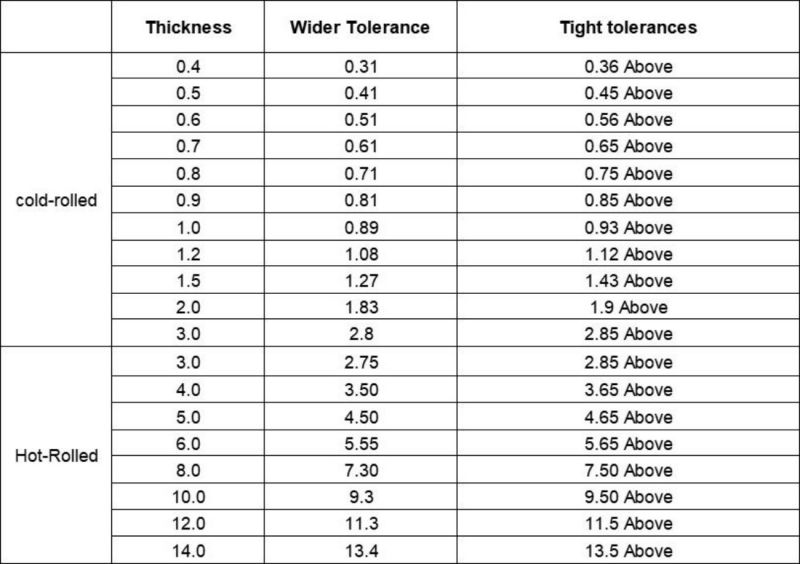
Vastagságbeli különbség
1. Mivel az acélgyár gépei a hengerlési folyamat során enyhe deformációt okoznak, a hengerek felmelegednek, ami a lemez vastagságának eltérését eredményezi, általában a lemez két oldalának közepén vastagabbnak. A lemez vastagságának mérésekor a lemezfej közepén kell mérni a lemez állapotát.
2. A tűréshatár oka a piaci és vevői igényeken alapul, általában nagy és kis tűréshatárokra osztva.
V. Gyártási, ellenőrzési követelmények
1. Csőlemez
① toldott csőlemezes tompa illesztések 100%-os sugárvizsgálathoz vagy UT-hez, minősítési szint: RT: Ⅱ UT: Ⅰ szint;
② A rozsdamentes acél mellett a toldott csőlemez feszültségcsökkentő hőkezelése is;
③ csőlemez furathíd szélességének eltérése: a furathíd szélességének kiszámítására szolgáló képlet szerint: B = (S - d) - D1
A lyukhíd minimális szélessége: B = 1/2 (S - d) + C;
2. Csődoboz hőkezelése:
Szénacél, alacsony ötvözetű acél, osztott tartományú válaszfallal hegesztett csődoboz, valamint a csődoboz oldalsó nyílásainak a hengeres csődoboz belső átmérőjének 1/3-ánál nagyobb része esetén a feszültségcsökkentő hőkezeléshez hegesztett perem és válaszfal tömítőfelületét hőkezelés után kell megmunkálni.
3. Nyomáspróba
Amikor a héj folyamattervezési nyomása alacsonyabb, mint a cső folyamatnyomása, a hőcserélő cső és a csőlemez csatlakozásainak minőségének ellenőrzése érdekében
① A héjprogram nyomásának növelése a csőprogramnak megfelelően a hidraulikus vizsgálattal összhangban lévő csőprogram segítségével, hogy ellenőrizni lehessen a csőkötések szivárgását. (Azonban biztosítani kell, hogy a héj elsődleges filmfeszültsége a hidraulikus vizsgálat során ≤0,9ReLΦ legyen.)
② Ha a fenti módszer nem megfelelő, a héjat az eredeti nyomásnak megfelelően hidrosztatikai próbának lehet alávetni az áthaladás után, majd ammónia- vagy halogénszivárgás-vizsgálatnak.
Milyen rozsdamentes acél nem könnyen rozsdásodik?
A rozsdamentes acél rozsdásodását három fő tényező befolyásolja:
1. Ötvözőelemek tartalma. Általánosságban elmondható, hogy a 10,5%-os krómtartalmú acél nem rozsdásodik könnyen. Minél magasabb a króm- és nikkeltartalom, annál jobb a korrózióállóság. Például a 304-es anyag nikkeltartalma 85–10%, a krómtartalma 18–20%, így az ilyen rozsdamentes acél általában nem rozsdásodik.
2. A gyártó olvasztási folyamata is befolyásolja a rozsdamentes acél korrózióállóságát. Az olvasztási technológia jó, a berendezések fejlettek, a technológia fejlett, a nagy rozsdamentes acélgyárban az ötvözőelemek szabályozása, a szennyeződések eltávolítása és a buga hűtési hőmérsékletének szabályozása garantált, így a termék minősége stabil és megbízható, a belső minőség jó, és nem rozsdásodik könnyen. Ezzel szemben egyes kis acélgyári berendezéseknél a fordított technológia, az olvasztási folyamat, a szennyeződések eltávolítása nem lehetséges, a termékek gyártása során elkerülhetetlenül rozsdásodni fognak.
3. Külső környezet. A száraz és szellőző környezetben nem rozsdásodik könnyen, míg a páratartalom, a folyamatos esős időjárás vagy a savas és lúgos levegő könnyen rozsdásodik. A 304-es anyagú rozsdamentes acél, ha a környező környezet túl rossz, szintén rozsdásodik.
Hogyan kezeljük a rozsdamentes acél rozsdafoltjait?
1. Kémiai módszer
Pácolópasztával vagy spray-vel a rozsdás részeken elősegíthető a króm-oxid film újrapassziválása és a korrózióállóság helyreállítása. A pácolás után, az összes szennyeződés és savmaradvány eltávolítása érdekében nagyon fontos a megfelelő vízzel való öblítés. Miután mindent megmunkált és polírozó berendezéssel újrapolírozott, polírozó viasszal lehet lezárni. Enyhe helyi rozsdafoltokhoz 1:1 arányú benzin-olaj keveréket is használhatunk, és egy tiszta ronggyal törölhetjük le a rozsdafoltokat.
2. Mechanikai módszerek
Homokfúvásos tisztítás, üveg- vagy kerámiaszemcsés tisztítás, obliteráció, kefézés és polírozás. A mechanikai módszerek képesek eltávolítani a korábban eltávolított anyagok, polírozó anyagok vagy obliterált anyagok által okozott szennyeződéseket. Mindenféle szennyeződés, különösen az idegen vasrészecskék, korrózió forrását jelenthetik, különösen nedves környezetben. Ezért a mechanikusan tisztított felületeket lehetőleg száraz körülmények között kell formálisan tisztítani. A mechanikai módszerek alkalmazása csak a felületet tisztítja, és nem változtatja meg magának az anyagnak a korrózióállóságát. Ezért ajánlott a felületet polírozó berendezéssel újra polírozni, és polírozó viasszal lezárni a mechanikai tisztítás után.
A műszerekben gyakran használt rozsdamentes acélminőségek és tulajdonságok
1.304 rozsdamentes acél. Az ausztenites rozsdamentes acélok egyike, széles körben alkalmazható és felhasználható, alkalmas mélyhúzott fröccsöntött alkatrészek és savvezetékek, tartályok, szerkezeti elemek, különféle műszerházak stb. gyártására. Nem mágneses, alacsony hőmérsékletű berendezések és alkatrészek gyártására is alkalmas.
2.304L rozsdamentes acél. A 304 rozsdamentes acél által okozott Cr23C6 kicsapódás megoldása érdekében bizonyos körülmények között komoly hajlam van a szemcseközi korrózióra, és az ultra-alacsony széntartalmú ausztenites rozsdamentes acél kifejlesztése miatt a szemcseközi korrózióállósága érzékeny állapotban jelentősen jobb, mint a 304 rozsdamentes acélé. A kissé alacsonyabb szilárdság mellett a 321 rozsdamentes acél egyéb tulajdonságai is vannak, főként korrózióálló berendezésekhez és alkatrészekhez használják, nem hegeszthetők oldatkezeléssel, és különféle műszerek gyártásához használhatók.
3.304H rozsdamentes acél. 304 rozsdamentes acél belső elágazása, széntartalom 0,04% ~ 0,10%, magas hőmérsékleti teljesítménye jobb, mint a 304 rozsdamentes acélnak.
4.316 rozsdamentes acél. A 10Cr18Ni12 acél molibdén hozzáadásával készült, így az acél jól ellenáll a redukáló közegeknek és a gödrös korróziónak. Tengervízben és más közegekben a korrózióállósága jobb, mint a 304 rozsdamentes acélé, ezért főként gödrös korrózióálló anyagokhoz használják.
5.316L rozsdamentes acél. Rendkívül alacsony széntartalmú acél, jól ellenáll a szenzibilizált szemcseközi korróziónak, alkalmas vastag keresztmetszetű hegesztett alkatrészek és berendezések, például petrolkémiai berendezések korrózióálló anyagokból történő gyártására.
6.316H rozsdamentes acél. 316 rozsdamentes acél belső elágazása, 0,04%-0,10% szén tömegarány, jobb magas hőmérsékleti teljesítmény, mint a 316 rozsdamentes acélnál.
7.317 rozsdamentes acél. A lyukkorrózióval és a kúszással szembeni ellenállása jobb, mint a 316L rozsdamentes acélé, ezért petrolkémiai és szerves savkorrózióálló berendezések gyártásához használják.
8.321 rozsdamentes acél. Titánnal stabilizált ausztenites rozsdamentes acél, amelyhez titánt adnak a szemcseközi korrózióállóság javítása érdekében, és jó magas hőmérsékleti mechanikai tulajdonságokkal rendelkezik, helyettesíthető ultra-alacsony széntartalmú ausztenites rozsdamentes acéllal. A magas hőmérsékleti vagy hidrogénezett korrózióállóságon és egyéb különleges esetekben az általános helyzet nem ajánlott.
9.347 rozsdamentes acél. Nióbiummal stabilizált ausztenites rozsdamentes acél, amelyhez nióbiumot adnak a szemcseközi korrózióval szembeni ellenállás javítására, valamint a savas, lúgos, sós és egyéb korrozív közegekkel szembeni korrózióállóság javítására. A 321 rozsdamentes acél jó hegesztési teljesítményt nyújt. Korrózióálló anyagként és hőálló acélként használható, főként hőerőművekben és petrolkémiai területeken, például tartályok, csővezetékek, hőcserélők, tengelyek, ipari kemencék, kemencecsövek és kemencecső-hőmérők gyártásához.
10.904L rozsdamentes acél. Szuperkomplett ausztenites rozsdamentes acél, a finn Otto Kemp által feltalált szuperausztenites rozsdamentes acél, 24-26% nikkel tömegarányával, 0,02%-nál kisebb szén tömegarányával, kiváló korrózióállósággal, nem oxidáló savakkal, például kénsavval, ecetsavval, hangyasavval és foszforsavval szemben nagyon jó korrózióállósággal rendelkezik, ugyanakkor jól ellenáll a réskorróziónak és a feszültségkorróziónak. Különböző koncentrációjú kénsavhoz alkalmas 70℃ alatt, és jó korrózióállósággal rendelkezik ecetsavval és hangyasav és ecetsav keverékével szemben, bármilyen koncentrációban és bármilyen hőmérsékleten, normál nyomáson. Az eredeti ASMESB-625 szabvány a nikkelalapú ötvözetekhez, az új szabvány pedig a rozsdamentes acélhoz sorolja. Kína csak hozzávetőleges minőségű 015Cr19Ni26Mo5Cu2 acélt használ, néhány európai műszergyártó kulcsfontosságú anyagokhoz használ 904L rozsdamentes acélt, például az E + H tömegárammérő csövei 904L rozsdamentes acélt használnak, a Rolex óratokjai is 904L rozsdamentes acélt használnak.
11.440C rozsdamentes acél. Martenzites rozsdamentes acél, edzhető rozsdamentes acél, a legnagyobb keménységű rozsdamentes acél, HRC57 keménység. Főként fúvókák, csapágyak, szelepek, szeleptányérok, szelepülések, hüvelyek, szelepszárak stb. gyártásához használják.
12.17-4PH rozsdamentes acél. Martenzites kicsapódásos edzésű rozsdamentes acél, HRC44 keménységgel, nagy szilárdsággal, keménységgel és korrózióállósággal, nem használható 300 ℃-nál magasabb hőmérsékleten. Jó korrózióállósággal rendelkezik mind a légköri, mind a híg savakkal vagy sókkal szemben, és korrózióállósága megegyezik a 304-es és 430-as rozsdamentes acéléval, amelyeket tengeri platformok, turbinalapátok, orsók, ülések, hüvelyek és szelepszárak gyártásához használnak.
A műszerészeti szakmában az általánosság és a költségek kérdései miatt az ausztenites rozsdamentes acélok kiválasztásának hagyományos sorrendje a 304-304L-316-316L-317-321-347-904L, amelyből a 317 ritkábban használt, a 321 nem ajánlott, a 347-et magas hőmérsékletű korrózióállósághoz használják, a 904L csak az egyes gyártók egyes alkatrészeinek alapértelmezett anyaga, a tervezők általában nem kezdeményezik a 904L kiválasztását.
A műszertervezés kiválasztásakor általában a műszeranyagok és a csővezetékek anyagai eltérőek lesznek, különösen magas hőmérsékleti körülmények között. Különös figyelmet kell fordítani a műszeranyagok kiválasztására, hogy megfeleljenek a technológiai berendezések vagy a csővezeték tervezési hőmérsékletének és nyomásának, például magas hőmérsékletű króm-molibdén acél csővezetéknek. Ha a műszerekhez rozsdamentes acélt választunk, akkor valószínűleg problémát jelent, ezért konzultálni kell a vonatkozó anyaghőmérséklet- és nyomásmérővel.
A műszertervezés kiválasztásakor gyakran találkoznak különféle rendszerekkel, sorozatokkal és rozsdamentes acél minőségekkel, a kiválasztásnak az adott folyamatközeg, a hőmérséklet, a nyomás, a igénybevett alkatrészek, a korrózió és a költségek, valamint egyéb szempontok alapján kell történnie.
Közzététel ideje: 2023. október 11.