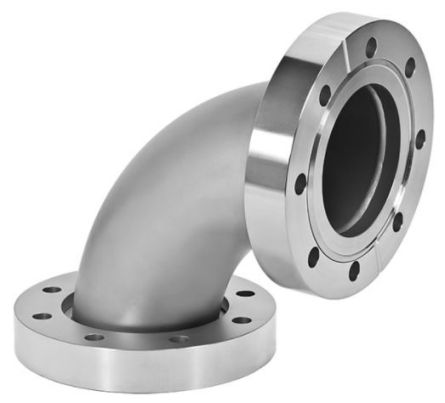
Mi az a karima?
A karimát röviden, csak egy általános kifejezésnek nevezik, általában egy hasonló korong alakú fémtestre utal, amelyen néhány rögzített lyuk van, és más dolgok összekapcsolására használják. Az ilyen típusú dolgokat széles körben használják gépekben, ezért kissé furcsán néz ki. Amíg karimának nevezik, a neve az angol flange (karima) szóból ered. Tehát a cső és a csővezeték összekapcsolására szolgáló alkatrészek a cső végéhez csatlakoznak, a karimában egy nyílás található, csavarok segítségével szorosan össze vannak kötve a két karimával, és a karimát tömítéssel látják el.
A karima egy korong alakú alkatrész, a csővezeték-tervezésben a leggyakoribb, a karimákat párban használják.
A karimás csatlakozások típusait tekintve három összetevő van:
- Csőkarimák
- Tömítés
- Csavaros csatlakozás
A legtöbb esetben létezik egy speciális tömítés- és csavaranyag, amely ugyanabból az anyagból készül, mint a csőkarima alkatrésze. A leggyakoribb karimák a rozsdamentes acél karimák. A karimák viszont különféle anyagokból kaphatók, hogy illeszkedjenek a helyszíni követelményekhez. A leggyakoribb karimák közé tartozik a monel, az inconel és a króm-molibdén, a tényleges helyszíni követelményektől függően. Az anyag legjobb megválasztása attól függ, hogy milyen típusú rendszerben kívánja használni a karimát a speciális követelményekkel.

7 gyakori karimtípus
A helyszíni követelményeknek megfelelően különféle típusú karimák választhatók. Az ideális karima kialakításának megfelelően biztosítani kell a megbízható működést és a hosszú élettartamot, valamint figyelembe kell venni a legmegfelelőbb árat.
1. menetes karima:
A menetes karimák, amelyeknek a karima furatában menet van, külső menettel vannak ellátva a szerelvényen. A menetes csatlakozás célja minden esetben a hegesztés elkerülése. A csatlakozás főként illeszkedő menettel történik a beszerelendő csőhöz.

2. Hegeszthető karimák
Ezt a típusú karimát általában kisebb csövekhez használják, ahol az alacsony hőmérsékletű és alacsony nyomású tartomány átmérőjét egy olyan csatlakozás jellemzi, amelyben a csövet a karima belsejébe helyezik, hogy biztosítsák a csatlakozást egy- vagy többutas sarokvarrattal. Ez elkerüli a menetes végekkel járó korlátozásokat más hegesztett karima típusokhoz képest, így egyszerűbbé teszi a szerelést.

3. Átlapoló karimák
Az átlapoló karima egy olyan karimatípus, amelynek csonkját tompahegesztéssel kell egy idomhoz rögzíteni, hogy egy támkarimával együtt karimás csatlakozást lehessen létrehozni. Ez a kialakítás tette ezt a módszert népszerűvé számos olyan rendszerben, ahol korlátozott a fizikai hely, gyakori szétszerelésre van szükség, vagy ahol nagyfokú karbantartást igényel.

4. Csúszókarimák
A csúszókarimák nagyon gyakoriak, és széles méretválasztékban kaphatók, hogy megfeleljenek a nagy áramlási sebességű és áteresztőképességű rendszerekhez. A karimának a cső külső átmérőjéhez való egyszerű illesztése nagyon megkönnyíti a csatlakozás telepítését. Ezeknek a karimáknak a telepítése kissé technikai jellegű, mivel mindkét oldalon sarokhegesztést igényel a karima csőhöz való rögzítéséhez.

5. Vakkarimák
Az ilyen típusú karimák kiválóan alkalmasak csővezeték-rendszerek lezárására. A vaklemez alakú, csavarozható, vak korong. Ha ezeket megfelelően felszerelték és a megfelelő tömítéssel kombinálták, kiváló tömítést biztosítanak, és szükség esetén könnyen eltávolíthatók.

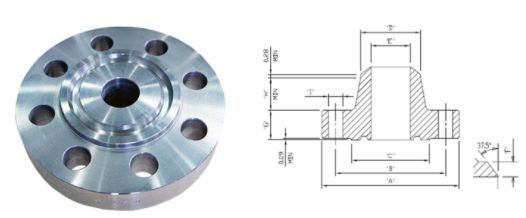
6. Hegesztett nyakú karimák
A hegesztett nyakú karimák nagyon hasonlóak az átlapolt karimákhoz, de a beszerelésükhöz tompahegesztést igényelnek. A rendszer teljesítményének integritása, valamint a sokszori hajlíthatóság és a nagynyomású és magas hőmérsékletű rendszerekben való alkalmazhatóság teszi az elsődleges választássá a technológiai csővezetékekhez.

7. Speciális karimák
Ez a karimatípus a legismertebb. Azonban számos további speciális karimatípus is elérhető, amelyek a legkülönfélébb felhasználási módokhoz és környezetekhez illeszkednek. Számos más lehetőség is létezik, mint például a nipo karimák, a weldo karimák, a tágulási karimák, a nyílásokkal ellátott karimák, a hosszú hegesztett nyakú karimák és a szűkítő karimák.

5 speciális karimtípus
1. WeldoFlange
A Weldo karimák nagyon hasonlóak a Nipo karimákhoz, mivel tompahegesztésű karimák és elágazó idomok kombinációja. A Weldo karimák egyetlen darab tömör kovácsolt acélból készülnek, ahelyett, hogy az egyes alkatrészeket összehegesztenék.

2. Nipo karima
A Nipoflange egy 90 fokos szögben döntött elágazó cső, amelyet tompahegesztésű karimák és kovácsolt Nipolet kombinálásával gyártanak. Bár a Nipo karima egyetlen, masszív, kovácsolt acéldarab, nem tekinthető két különböző, összehegesztett terméknek. A Nipoflange beszerelése abból áll, hogy a csővezeték futtatásához a berendezés Nipolet részéhez hegesztik, majd a karimát a csőcsonk karimájához csavarozzák a csőszerelő személyzet által.
Fontos tudni, hogy a Nipo karimák különféle anyagokból kaphatók, például szénből, magas és alacsony hőmérsékletű szénacélból, rozsdamentes acélból és nikkelötvözetekből. A Nipo karimák többnyire megerősített gyártásúak, ami extra mechanikai szilárdságot biztosít nekik a standard Nipo karimához képest.

3. Elboflange és Latroflange
Az Elboflange a karima és az Elbolet kombinációjaként ismert, míg a Latroflange a karima és a Latrolet kombinációjaként. A könyökkarimákat csövek 45 fokos szögben történő elágaztatására használják.
4. Forgógyűrűs karimák
A forgógyűrűs karimák alkalmazása megkönnyíti a csavarfuratok igazítását két párosított karima között, ami sok esetben hasznos, például nagy átmérőjű csővezetékek, tengeralattjáró vagy tengeri csővezetékek és hasonló környezetek telepítésekor. Az ilyen típusú karimák alkalmasak igényes folyadékokhoz olajban, gázban, szénhidrogénekben, vízben, vegyi anyagokban és egyéb petrolkémiai és vízgazdálkodási alkalmazásokban.
Nagy átmérőjű csővezetékek esetén a cső egyik végén egy szabványos tompahegesztett peremmel, a másik végén pedig egy forgókarimával van felszerelve. Ez úgy működik, hogy egyszerűen elforgatja a forgókarimát a csővezetéken, így a kezelő nagyon egyszerűen és gyorsan eléri a csavarfuratok megfelelő beállítását.
A forgógyűrűs karimák főbb szabványai közé tartozik az ASME vagy ANSI, a DIN, a BS, az EN, az ISO és mások. A petrolkémiai alkalmazások egyik legnépszerűbb szabványa az ANSI vagy az ASME B16.5 vagy az ASME B16.47. A forgókarimák olyan karimák, amelyek minden szokásos karimaformában használhatók. Például hegesztett nyakak, rátolható idomok, átlapolt kötések, tokos hegesztések stb., minden anyagminőségben, széles méretválasztékban, 3/8"-tól 60"-ig, és 150-től 2500-ig terjedő nyomáson. Ezek a karimák könnyen gyárthatók szén-, ötvözött és rozsdamentes acélból.

5. Tágulási karimák
A tágulási karimákat arra használják, hogy egy cső furatátmérőjét bármely adott pontról a másikra növeljék, hogy a csövet bármilyen más mechanikus berendezéshez, például szivattyúkhoz, kompresszorokhoz és szelepekhez csatlakoztassák, amelyek eltérő bemeneti méretekkel rendelkeznek.
A tágulási karimák általában tompahegesztésű karimák, amelyeknek a nem karimás végén egy nagyon nagy furat van. Használhatók arra, hogy csak egy vagy két méretet, vagy akár 4 hüvelyket is hozzáadjanak a futócső furatához. Az ilyen típusú karimákat előnyben részesítik a tompahegesztésű szűkítők és a standard karimák kombinációjával szemben, mivel olcsóbbak és könnyebbek. A tágulási karimákhoz leggyakrabban használt anyagok egyike az A105 és az ASTM A182 rozsdamentes acél.
A tágulási karimák az ANSI vagy ASME B16.5 specifikációknak megfelelő nyomásbesorolásokban és méretekben kaphatók, amelyek elsősorban domború vagy lapos (RF vagy FF) kivitelben kaphatók. A szűkítő karimák, más néven redukáló karimák, pontosan az ellenkező funkciót töltik be a tágulási karimákkal szemben, ami azt jelenti, hogy a cső furatátmérőjének csökkentésére szolgálnak. Egy csőszakasz furatátmérője könnyen csökkenthető, de legfeljebb 1 vagy 2 mérettel. Ha ezen túli csökkentésére tesznek kísérletet, akkor tompahegesztett reduktorok és standard karimák kombinációján alapuló megoldást kell használni.

Karima méretezése és általános szempontok
A karima funkcionális kialakítása mellett a mérete az a tényező, amely valószínűleg befolyásolja a karima kiválasztását egy csőrendszer tervezése, karbantartása és korszerűsítése során. Ehelyett figyelembe kell venni a karima csővel való csatlakozását és a használt tömítéseket a megfelelő méretezés biztosítása érdekében. Ezen túlmenően néhány gyakori szempont a következő:
- Külső átmérő: A külső átmérő a karima felületének két ellentétes éle közötti távolság.
- Vastagság: A vastagságot a perem külső felületétől mérik.
- Csavarkör átmérője: Ez a távolság a relatív csavarfuratok között, középponttól középpontig mérve.
- Csőméret: A csőméret a karimának megfelelő méret.
- Névleges furat: A névleges furat a karimacsatlakozó belső átmérőjének mérete.
Karima osztályozása és szervizszint
A karimákat elsősorban a különböző hőmérsékleteknek és nyomásoknak való ellenállásuk alapján kategorizálják. Ezt betűk vagy utótagok használatával jelölik, "#", "lb" vagy "class". Ezek felcserélhető utótagok, és régiónként vagy szállítónként is változnak. Az alábbiakban felsoroljuk az általánosan ismert osztályozásokat:
- 150#
- 300#
- 600#
- 900#
- 1500#
- 2500#
Ugyanazok a nyomás- és hőmérséklet-tűrések változnak a felhasznált anyagtól, a karima kialakításától és a karima méretétől függően. Az egyetlen állandó azonban a nyomásbesorolás, amely a hőmérséklet növekedésével csökken.
Karima felület típusa
A felület típusa szintén nagyon fontos jellemző, amely jelentős hatással van a karima végső teljesítményére és élettartamára. Ezért az alábbiakban a legfontosabb karimafelületek néhányát elemezzük:
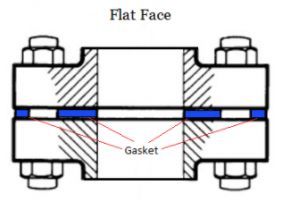
1. Lapos karima (FF)
A lapos karimák tömítési felülete ugyanabban a síkban van, mint a csavarozott keret felülete. A lapos karimákat használó áruk általában azok, amelyeket a karimához vagy a karimafedélhez illeszkedő öntőformákkal gyártanak. A lapos karimákat nem szabad fordított oldalsó karimákra helyezni. Az ASME B31.1 szabvány kimondja, hogy lapos öntöttvas karimák és szénacél karimák összekapcsolásakor a szénacél karimák kiemelkedő felületét el kell távolítani, és teljes felületű tömítésre van szükség. Ez megakadályozza, hogy a kicsi, törékeny öntöttvas karimák a szénacél karima kiemelkedő orra által létrehozott üregbe fröccsenjenek.
Ezt a típusú karimát berendezések és szelepek gyártásánál használják minden olyan alkalmazásban, ahol öntöttvasat gyártanak. Az öntöttvas törékenyebb, és általában csak alacsony hőmérsékletű, alacsony nyomású alkalmazásokhoz használják. A sík felület lehetővé teszi, hogy mindkét karima teljes felületen érintkezzen. A lapos karimák (FF) érintkezési felülete megegyezik a karima csavarmenetének magasságával. A teljes felületű alátéteket két lapos karima között használják, és általában puhák. Az ASME B31.3 szabvány szerint a lapos karimákat nem szabad kiemelt karimákkal párosítani, mivel a keletkező karimás kötésből szivárgás keletkezhet.
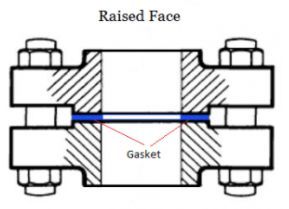
2. Kiemelt felületű karima (RF)
A kiemelt felületű perem a gyártói alkalmazásokban leggyakrabban használt típus, és könnyen felismerhető. Domborúnak nevezik, mert a tömítés felülete a csavargyűrű felülete felett helyezkedik el. Minden felülettípushoz többféle tömítésre van szükség, beleértve a különféle lapos gyűrűs füleket és fém kompozitokat, például a spirálisan tekercselt és a dupla burkolatú formákat.
Az RF karimák célja, hogy további nyomást koncentráljanak a tömítés kisebb területére, ezáltal javítva a csatlakozás nyomásszabályozását. A nyomásszint és átmérő szerinti átmérőket és magasságokat az ASME B16.5 szabvány írja le. A karima nyomásszintje meghatározza a megemelt felület magasságát. Az RF karimák célja, hogy további nyomást koncentráljanak a tömítés kisebb területére, ezáltal növelve a csatlakozás nyomásszabályozási képességét. A nyomásosztály és átmérő szerinti átmérőket és magasságokat az ASME B16.5 szabvány írja le. Nyomáskarima névleges értékei.
3. Gyűrűs karima (RTJ)
Amikor fém-fém tömítésre van szükség a párosított karimák között (ami a nagynyomású és magas hőmérsékletű alkalmazások feltétele, azaz 700/800 C° felett), akkor gyűrűs illesztésű karimát (RTJ) használnak.
A gyűrűs csatlakozó karimájának kör alakú hornya van, amely befogadja a gyűrűs csatlakozó tömítését (ovális vagy téglalap alakú).
Amikor két gyűrűs csatlakozókarimát összecsavaroznak, majd meghúznak, az alkalmazott csavarerő deformálja a tömítést a karima hornyában, ami nagyon szoros fém-fém tömítést hoz létre. Ennek eléréséhez a gyűrűs csatlakozó tömítés anyagának puhábbnak (duktilitásosabbnak) kell lennie, mint a karimák anyagának.
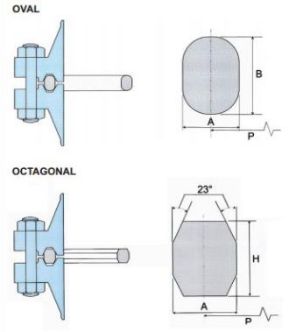
Az RTJ karimák különböző típusú (R, RX, BX) és profilú (pl. nyolcszögletű/ellipszis alakú az R típushoz) RTJ tömítésekkel tömíthetők.
A leggyakoribb RTJ tömítés az R típusú, nyolcszögletű keresztmetszettel, mivel ez nagyon erős tömítést biztosít (az ovális keresztmetszet a régebbi típus). A "lapos hornyú" kialakítás azonban mindkét típusú RTJ tömítést elfogadja, nyolcszögletű vagy ovális keresztmetszettel.
4. Nútféderes karimák (T és G)
Két nútféderes karima (T és G felületek) tökéletesen illeszkedik: az egyik karimának kiemelkedő gyűrűje van, a másiknak pedig hornyai, ahol könnyen illeszkednek (a nútféder belemegy a horonyba és tömíti a kötést).
A nútféderes karimák nagy és kis méretben kaphatók.

5. Férfi és női karimák (M és F)
A nútféderes karimákhoz hasonlóan a külső és belső karimák (M és F felülettípusok) illeszkednek egymáshoz.
Az egyik karimának van egy területe, amely túlnyúlik a felületén, ez a külső karima, a másik karimának pedig a szemben lévő felületbe megmunkált, illeszkedő mélyedései vannak, ez a belső karima.

Karima felületkezelés
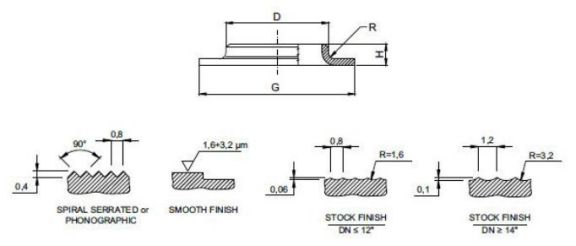
A karima tömítéshez és az ellenkarimához való tökéletes illeszkedésének biztosítása érdekében a karima felületének bizonyos fokú érdességgel kell rendelkeznie (csak RF és FF karimafelületek esetén). A karima felületének érdessége határozza meg a „karimafelület” típusát.
Gyakori típusok a gyári, koncentrikus fogazott, spirálisan fogazott és sima peremes felületek.
Az acélkarimák négy alapvető felületkezelése létezik, azonban a karima felületkezelésének minden típusának közös célja a kívánt érdesség elérése a karima felületén, hogy biztosítsa a karima, a tömítés és az illeszkedő karima közötti szilárd illeszkedést, ezáltal minőségi tömítést biztosítva.
Közzététel ideje: 2023. október 8.