A varrat nélküli acélcsövek fejlesztési története
A varrat nélküli acélcsövek gyártása közel 100 éves múltra tekint vissza. A német Mannesmann fivérek 1885-ben találták fel először a kétgörgős kereszthengerlő lyukasztót, majd 1891-ben a periodikus csőmalmot. 1903-ban a svájci RC Stiefel feltalálta az automatikus csőmalmot (más néven felső csőmalmot). Ezt követően megjelentek különféle nyújtógépek, mint például a folyamatos csőmalom és a csősajtoló gép, amelyek elkezdték kialakítani a modern varrat nélküli acélcsőipart. Az 1930-as években a háromgörgős csőhengerlő, az extruder és az periodikus hideghengerlő használatának köszönhetően javult az acélcsövek választéka és minősége. Az 1960-as években a folyamatos csőmalom fejlődésének és a háromgörgős lyukasztó megjelenésének, különösen a feszültségcsökkentő malom és a folyamatos öntvényes buga sikerének köszönhetően javult a termelési hatékonyság, és fokozódott a varrat nélküli csövek és a hegesztett csövek közötti versenyképesség. Az 1970-es években a varrat nélküli csövek és a hegesztett csövek lépést tartottak, és a világ acélcső-termelése évi több mint 5%-kal nőtt. Kína 1953 óta nagy hangsúlyt fektet a varrat nélküli acélcsőipar fejlesztésére, és kezdetben mindenféle nagy, közepes és kis cső hengerlésére szolgáló termelési rendszert alakított ki. Általában a rézcsövek hengerlését és lyukasztását is alkalmazzák.
Varrat nélküli acélcsövek alkalmazása és osztályozása
Alkalmazás:
A varrat nélküli acélcső egyfajta gazdasági acél, amely nagyon fontos szerepet játszik a nemzetgazdaságban. Széles körben használják a kőolaj-, vegyiparban, kazán-, erőmű-, hajó-, gépgyártásban, autóiparban, repülésben, repülőgépiparban, energiaiparban, geológiában, építőiparban, hadiiparban és más ágazatokban.
Osztályozás:
① A keresztmetszet alakja szerint: kör keresztmetszetű cső és speciális keresztmetszetű cső.
② anyag szerint: szénacél cső, ötvözött acél cső, rozsdamentes acél cső és kompozit cső.
③ a csatlakozási mód szerint: menetes csatlakozócső és hegesztett cső.
4 a gyártási mód szerint: meleghengerléses (extrudálásos, sajtolásos és expanziós) cső és hideghengerléses (húzott) cső.
5. a felhasználási cél szerint: kazáncső, olajkútcső, csővezetékcső, szerkezeti cső és műtrágyacső.
Varrat nélküli acélcsövek gyártástechnológiája
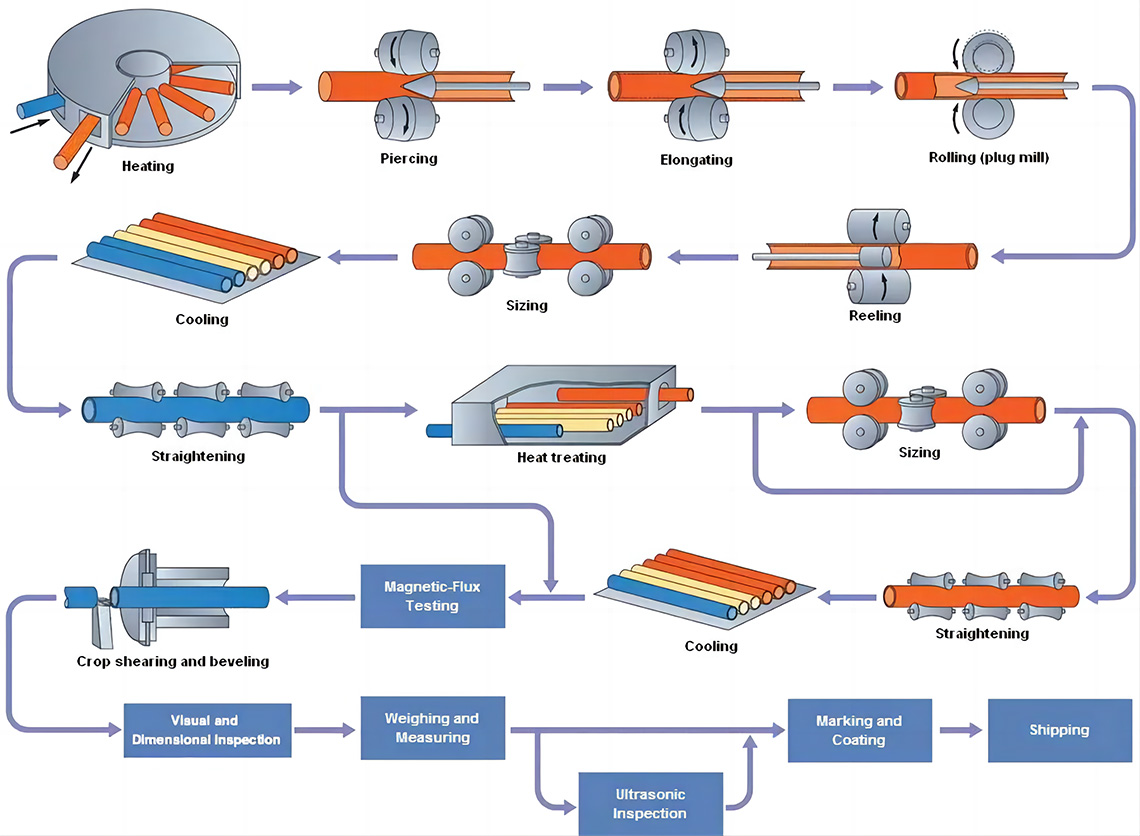
① A melegen hengerelt varrat nélküli acélcső fő gyártási folyamata (fő ellenőrzési folyamat):
Csőalap előkészítése és ellenőrzése → csőalap melegítése → perforálás → csőhengerlés → nyerscső újramelegítése → méretezés (csökkentés) → hőkezelés → kész cső kiegyenesítése → kikészítés → ellenőrzés (roncsolásmentes, fizikai és kémiai, padvizsgálat) → raktározás.
② A hidegen hengerelt (húzott) varrat nélküli acélcsövek fő gyártási folyamatai
Nyersdarab előkészítése → pácolás és kenés → hideghengerlés (húzás) → hőkezelés → egyengetés → kikészítés → ellenőrzés.
A melegen hengerelt varrat nélküli acélcső gyártási folyamatábrája a következő:
Közzététel ideje: 2023. szeptember 14.